На
сегодняшний день на отечественном рынке является довольно востребованными
агрегаты контактно-точечной сварки, которые намного экономичнее и
производительней, чем иные виды сварочных работ. При этом стоит отметить, что
для некоторых типов свариваемых материалов применение иного вида сварки просто
технологически невозможно. В частности это касается соединения листовых
материалов толщиной до 1
миллиметра и металлической проволоки различных профилей
в 4 миллиметра.  Однако,
невзирая на довольно большой выбор сварочных агрегатов, контактно-точечного
типа представленных на отечественном рынке, вполне определенная категория
любителей мастерить в домашних условиях, предпочитают изготавливать сварочные
агрегаты данного типа самостоятельно из общедоступных материалов и
комплектующих. Так, что устройство
точечной сварки своими руками на сегодняшний день не является большой
проблемой при наличии определенных навыков в изготовлении электрического оборудования. При
этом, как правило, сварочный агрегат контактно-точечного типа состоит из трех
основных узлов: блока управления, сварочного трансформатора и непосредственно
контактно-сварочного узла. А необходимая документация, о том, как сделать точечную сварку своими руками
на сегодняшний день довольно в больших объемах присутствует не только в
специализированной электротехнической литературе, но и на просторах Всемирной
паутины в Интернете. Так в частности наиболее распространенной схемой данного
сварочного устройства является схема, представленная на рисунке, где на 1
изображена электрическая схема сварочного трансформатора, на 2 представлена
схема магнитопровода сварочного трансформатора, а рисунок 3 отображает силовой
ключ сварочного агрегата. 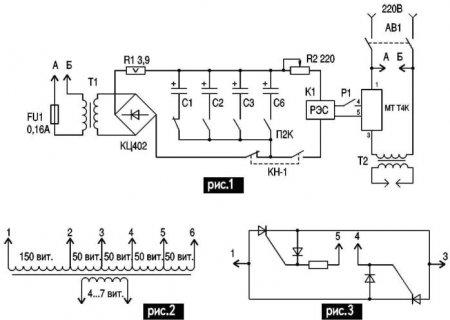 С учетом
этого для самостоятельного изготовления блока управления понадобится силовой
трансформатор электрической мощностью от 10 до 20 ватт с рабочим напряжением в
220 вольт для первичной обмотки и напряжением на выходе в 15 – 20 вольт. Для
получения данных параметров за основу можно применить магнитопровод от
неисправного, лабораторного автотрансформатора 2.5 А. Удалив с магнитопровода
существующую обмотку, наматывается новая, из эмалированного провода диаметром
от 1.2 до 1.5
миллиметра в количестве 5000 витков, намотанных виток к
витку. После окончания изготовления первичной обмотки она покрывается лаком и
обматывается стеклотканью. Вторичная
обмотка силового трансформатора состоит из 4 – 7 витков медного, многожильного
провода диаметром не менее 20 миллиметров при общем его сечении не менее
300 квадратных миллиметров, так же покрытых стеклотканью пропитанной
кремнийорганическим лаком. При этом, для достижения минимального сопротивления
на переходе электрической цепи от силового трансформатора и блока управления,
концевые жилы как первичной, так и вторичной обмотки необходимо разместить в
медных, контактных наконечниках и произвести лужение данных деталей оловянным
припоем. Остальные
элементы сварочного агрегата выполняются в соответствии с представленной
электрической схемой, и с применением соответствующих комплектующих, не
являющихся на сегодняшний день дефицитной элементной базой. При этом после
окончательной сборки сварочного агрегата и проведения его включения, как
минимум необходимо строго соблюдать меры предосторожности.
|




